Download this White Paper: Chemical Facility Relies on Hayward Tyler's Chemical Slurry Pump Solution The chemical facility in Louisiana is dedicated to the production of nitroalkanes and their derivatives. These chemical products are used
Chemical Processing and Refinement
Hayward Tyler’s High-Pressure Reactor Recycle Pumps for Butanediol (BDO) Production
Download this Case Study: Chemical and Polymer Facility Relies on Hayward Tyler’s BDO Solution The compound butanediol 1,4 (BDO) is a versatile intermediate used in the chemical industry. Its largest derivative product is tetrahydrofuran
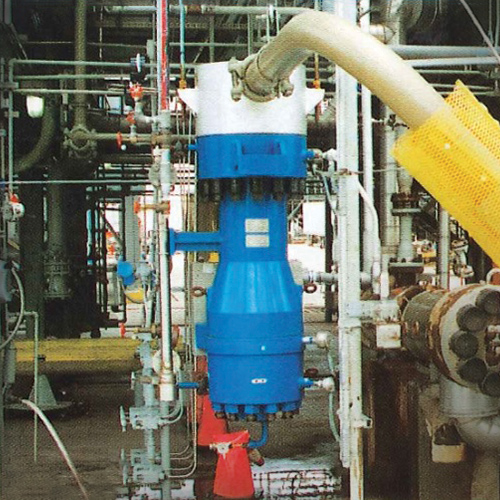
An Introduction to Canned Motor Pumps (CMP) Including Application Consideration
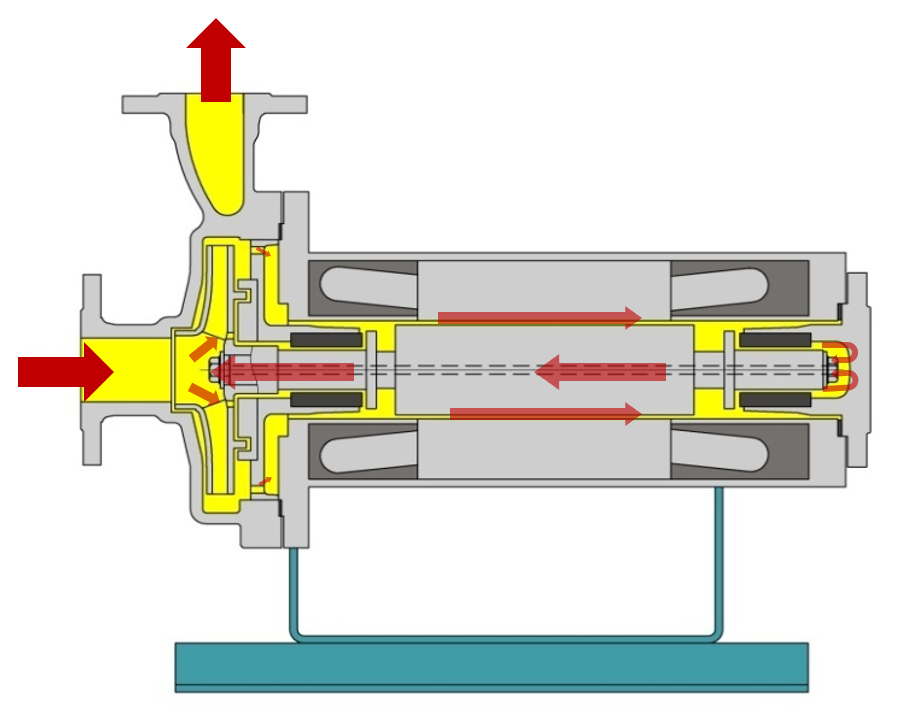
Download this White Paper: The increasing importance of limiting emissions to the atmosphere draws attention to the biggest culprit for this in conventional pumps, the mechanical seal. Emissions not only pose a safety and environmental risk,
Diffuser redesign eliminates $100,000 per year on unplanned maintenance

Download this White Paper: Chemical plant was making frequent repairs due to a high vibration issue. A chemical processing plant had been experiencing high vibration and bearing failures on their Furnace Water Circulation pumps. This
Common Canned Motor Pump Questions

Question: Do you ever use PEEK material for the Primary Containment Shell? Answer: Hayward Tyler has never used PEEK material for the can (Primary Containment