Ammonia is being regarded as the fuel of the future—a way to transport hydrogen to allow for a shift away from carbon-based energy systems.
Ammonia is a critical chemical that plays an important role in multiple industries: it’s a key component in fertilizers and an environmentally friendly refrigerant. All of this will require moving ammonia in a liquid state, making pumping ammonia a critical application. Ammonia poses unique challenges for pumps due to its inherent properties. The industry-leading solution is to use a Canned Motor Pump (a type of sealless pump) as it is completely sealless and eliminates the risk of leaks to the atmosphere. Sealless pumps offer the safest and most reliable pumping solution for ammonia applications.
Specific Applications for Ammonia
- Ammonia Pump
- Ammonia Quench Pump
- Medium Pressure Wash Water Pump
- Ammonia Process Pump
- Ammonia Transfer Pump
- Ammonia Product Pump
- Ammonia Flare Drain Pumps
- Ammonia Booster Pumps
Take the first step with a custom quote.
Let’s get started finding the Canned Motor Pump solution for your unique needs. Fill out the form, and our engineers will provide a custom proposal tailored to your specific application.
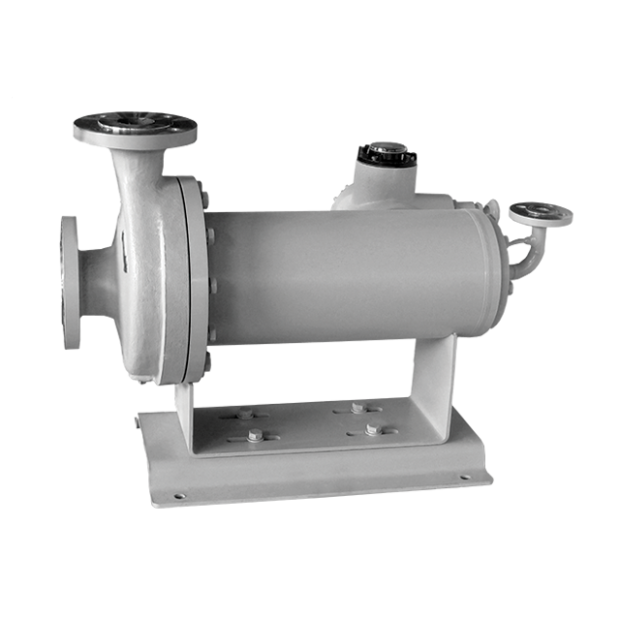
Recommended Products: Canned Motor Pumps

Pump or Application Considerations
Ammonia’s unique chemical properties pose challenges to the pump’s design and ability to move ammonia. These properties include a low net positive suction head available (NPSHa), low viscosity, poor lubricity, low boiling point, and high vapor pressure—all of which drive complexity in the pumping process (material selection, design considerations, reduced efficiency, etc.) Ammonia is a toxic chemical that is especially hazardous in a gaseous state. If ammonia were to leak beyond its pressure barrier (the pumps/piping containing the fluid) and be exposed to atmosphere, it would vaporize and pose a health risk to anyone in the nearby environment. Typical sealed pumps—a pump with a mechanical seal between the rotor shaft and atmosphere—are a poor choice for this application, as even minor mechanical seal issues will result in off-gassing ammonia to the local atmosphere.
Due to the many difficulties with pumping ammonia, system operators prefer sealless pump solutions for all ammonia applications. Sealless pumps allow for higher system pressurization of ammonia, which can reduce vaporization and overall cooling requirements without the dangers of leakage. A sealless pump uses a static containment shell rather than a mechanical seal to contain the fluid in the pump boundary. Canned motor pumps offer a compact design, true dual containment while offering industry-leading Mean Time Between Maintenance (MTBM).